Introduction
In today’s sustainability-driven world, recycled plastics play a crucial role in reducing environmental impact. However, one major challenge affecting their usability is unpleasant odor, which directly impacts product quality and customer acceptance. Advanced analytical techniques like those developed by Frontier Laboratories provide precise solutions for identifying and controlling these odor compounds.
This blog explores how Magic Chemisorber® combined with thermal desorption GC/MS enables detailed odor analysis in recycled polypropylene (PP) pellets, ensuring better quality control and material performance.
Why Odor Analysis in Recycled Plastics Matters
Recycled PP pellets, especially those derived from products like wax and detergent containers, often retain volatile organic compounds (VOCs). These compounds can:
- Affect the smell of final products
- Reduce market value
- Limit application in sensitive industries (packaging, healthcare, etc.)
Understanding and identifying these odor-causing substances is essential for manufacturers aiming to maintain high-quality standards.
Technology Overview: Magic Chemisorber® and Pyrolyzer
The analysis utilizes:
- Magic Chemisorber® (MC) – A solid-phase extraction device available in:
- Non-polar (MC-S500)
- Polar (MC-PEG-S)
- Multi-functional Pyrolyzer® – Enables thermal desorption
- GC/MS System – For compound separation and identification
This combination allows for highly sensitive detection of both polar and non-polar odor compounds.
Experimental Method
The process involves:
- Sample Preparation
- Recycled PP pellets cut into ~3 mm pieces
- 100 mg placed in a headspace vial
- Headspace Extraction
- Heated at 60°C for 30 minutes
- Magic Chemisorber captures released gases
- Thermal Desorption
- Temperature ramp: 100°C → 230°C
- Rate: 20°C/min
- GC/MS Analysis
- Compounds cryo-trapped and separated using a low-polar UA+-5 column
Key Findings
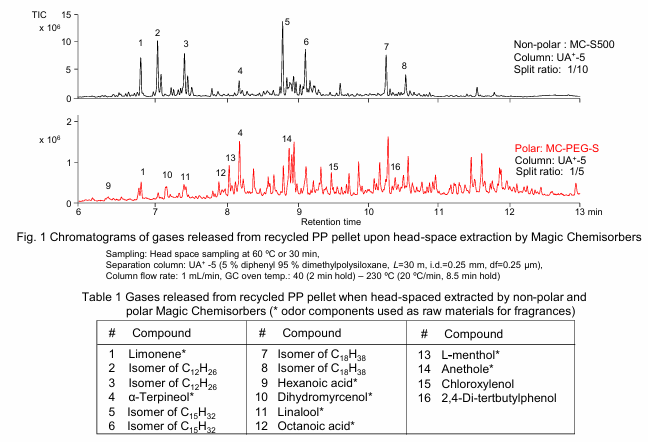
The study revealed distinct differences between polar and non-polar extraction:
Non-Polar MC (MC-S500)
- Detected large amounts of:
- Limonene (citrus odor compound)
- Hydrocarbon isomers
Polar MC (MC-PEG-S)
- Identified:
- Alcohols (Linalool, Dihydromyrcenol)
- Carboxylic acids (Hexanoic acid, Octanoic acid)
- Trace odor compounds not detected by non-polar MC
Major Odor Compounds Identified
Some key compounds include:
- Limonene – Citrus fragrance
- Linalool – Floral scent
- Menthol – Cooling odor
- Anethole – Sweet aromatic compound
- Hexanoic & Octanoic acids – Fatty, unpleasant odors
- Chloroxylenol – Disinfectant-like smell
These compounds originate from the original usage of plastic materials, such as detergents and chemical containers.
Advantages of This Method
This analytical approach offers several benefits:
- Simultaneous detection of polar and non-polar compounds
- High sensitivity for trace-level odor components
- Simple and efficient sample preparation
- Reliable quality control for recycled materials
Applications Across Industries
This method is widely useful in:
- Plastic recycling industries
- Polymer research laboratories
- Packaging and consumer goods manufacturing
- Fragrance and odor analysis sectors
Conclusion
Odor control is a critical factor in improving the usability of recycled plastics. By leveraging advanced tools from Frontier Laboratories, manufacturers can accurately identify and manage odor-causing compounds in recycled PP pellets.
The integration of Magic Chemisorber® and thermal desorption GC/MS provides a powerful, efficient, and reliable solution for odor analysis—ensuring higher-quality recycled materials and better end-user satisfaction.
To learn more about how Magic Chemisorber® combined with pyrolyzer-based thermal desorption GC/MS can be used for precise odor analysis of recycled resin pellets, enabling accurate identification of VOCs and improved material quality, simply connect with us.
References: This technical note was developed by Frontier Laboratories Ltd. 4-16-20 Saikon, Koriyama, Fukushima, 963-8862 JAPAN. www.frontier-lab.com